072-267-0888
072-267-0888 072-267-0885
072-267-0885



工法転換・コストダウン提案事例VALUE ENGINNERING
さまざまな業界で使用される機械部品は、精密研削加工で高精度加工に加工するワークが多くあります。
その際、設計段階で形状や寸法仕様を変更することでVA・VEを図ることができます。また、加工方法を変更することでもコスト・納期・品質の3要素を改善できることもあります。こちらでは、精密研削加工に関わるこうした事例を掲載しています。
-
センタレス研削加工への工法転換事例
-
内径(内面)研削加工におけるVA・VE提案
-
平面・端面研削加工におけるVA・VE提案

-
外径(外面)研削加工におけるVA・VE提案

加工内容・工法
")
")


")

")



")
")

")
")
")
")

")

")
")
新着情報NEWS過去の新着情報
量産部品の研削に関わる技術情報や機械部品の製作事例集など、新着情報をご紹介しています。小西製作所の技術者が経験した実学を設計段階のVE事例、製品製作の中でのノウハウなど、今後とも積極的に情報発信してまいります。
- 2017年03月01日 「 量産精密研削加工.com」オープン!
運営会社情報COMPANY PROFILE
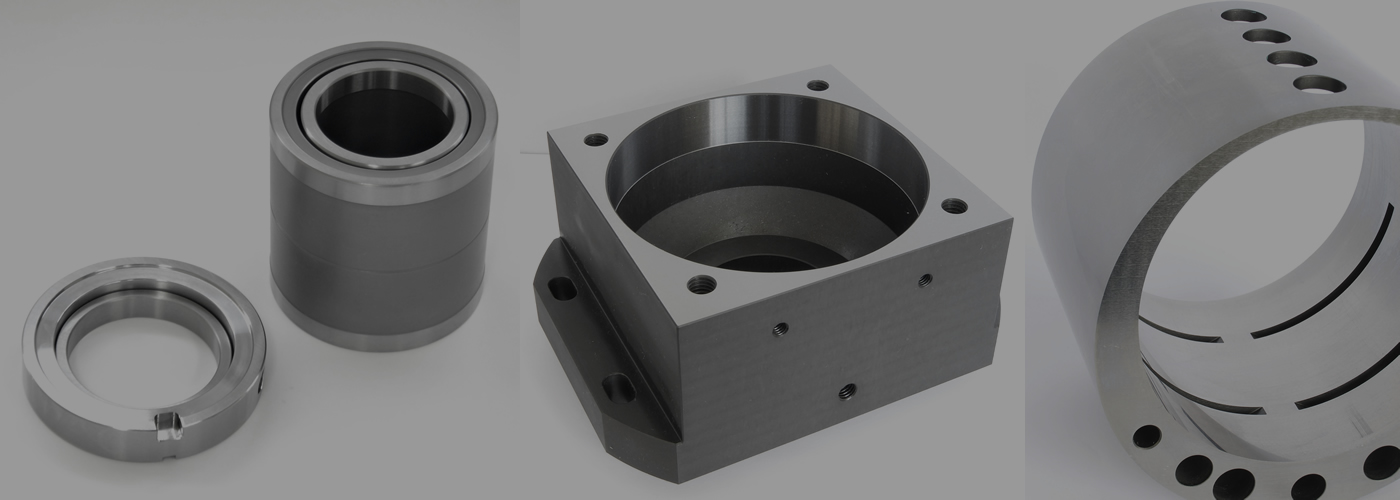
「 精密研削加工.com」を運営している小西製作所は、ベアリングの自社ブランド「MRK」を有し、全世界へ展開するベアリングメーカーです。一般加工部品については、外径・内径・端面・平面と全ての研削加工ニーズに対応しております。量産設備が充実していることから、研削仕上げ部品の量産によるコストダウン提案を得意とします。また、品質保証体制の充実にも努めています。
精密研削加工のことなら小西製作所へ是非お声掛けください。
 円筒形状の量産研削品の圧倒的コストダウン提案力
円筒形状の量産研削品の圧倒的コストダウン提案力  平行平面ホーニング研削加工による小ロット生産~量産工程におけるコストダウン提案
平行平面ホーニング研削加工による小ロット生産~量産工程におけるコストダウン提案  高精度管理部品の徹底した品質保証体制
高精度管理部品の徹底した品質保証体制  プレス・鍛造・切削品 研削仕上げまでの一貫対応
プレス・鍛造・切削品 研削仕上げまでの一貫対応  内径研削 高精度量産加工サービス
内径研削 高精度量産加工サービス  外径研削 高精度量産加工サービス
外径研削 高精度量産加工サービス  メーカー規格外に対応!特注スラストボールベアリングの設計・製造
メーカー規格外に対応!特注スラストボールベアリングの設計・製造  4点接触ベアリング
4点接触ベアリング  株式会社小西製作所
株式会社小西製作所