072-267-0888
072-267-0888 072-267-0885
072-267-0885


Before (改善前)

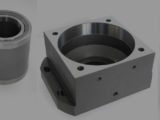
上図のような製品がありますが、製品端部上面にある程度の高さの突起がありますので、製作するに当たり機械加工でもかなりの工数がかかります。従来は突起部分を成形するために、上図の通りクリープ研削にて加工を行っています。ただし、一度に多くの量を研削するため、サイクルタイムもかなりかかりコストアップの要因となっています。
V
After (改善後)

製品の使用上に支障をきたさなければ、表面粗さへの緩和と、エッジ部形状の設計変更を行います。この設計変更によって、旋削加工+クリープ研削加工から冷間鍛造+面取り加工に工法変更をしました。
これにより、突起部も冷間鍛造の時点で成形するため、大幅なサイクルタイムの短縮となり製品コストダウンを実現しました。